-
--熱烈祝賀我會聯辦的科普活動被中國科協評為--優秀科普活動
12月21日,中國科學技術協會辦公廳印發《關于對2020年全國科普日有關組織單位和活動予以表揚的通知》(科協辦函普字【2020】158號),江蘇省機械工程學會、南京工程學會和江蘇省學會服務中心聯辦的“2020年全國科普日暨第一屆‘天印筑夢·科普智行’”活動,被評為優秀科普活動。
磨床上加工葉片都有哪些定位加工方法?
時間:2020/6/23 14:25:56 瀏覽次數:2657
字體:大
中
小

在葉片類工件的加工過程中,其磨削加工是利用緩進磨床進行的,其定位方式可分為兩大類: 一是利用葉型M 點( 圖1) 進行定位夾緊; 二是利用葉身型面及平面進行組合定位。此類工件在加工中,精度要求較高,一般通過首件磨削計量合格后進行批量加工。在工件加工過程中,加工精度難以保證,易使工件產生松動和定位不穩定。
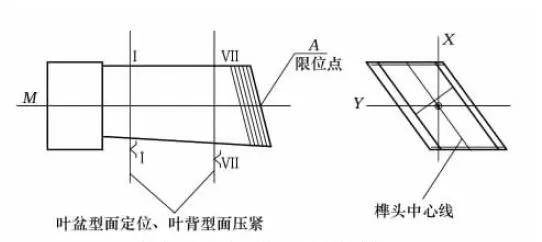 圖1 改進前工件工藝定位方案
圖1 改進前工件工藝定位方案
一、問題分析與解決方案確定
1.原有工藝定位、夾緊特點分析
(1)工件為空間變截面葉片,葉身型面形狀完全是通過理論數據靠加工保證。
(2)工件原有定位是靠兩個單一型面進行定位,并且在相應部位的葉背型面進行壓緊。
(3)原有夾具結構封閉,壓緊機構不便利,并且壓緊采用聯動機構,造成壓緊狀態不穩定。
2.葉片的型面加工特點分析
(1)葉片的葉身型面和葉背型面在加工中心上加工所得,型面誤差為0.05mm,而實際上工件的型面誤差遠比0.05mm要大,這就給夾具定位造成了一定的誤差。
(2)原有的工序定位基準不是很穩定,要想定位穩定可靠,就要有很好的基準面,現在是靠兩個型面的截面進行定位。要知道理想的截面就是沒有厚度的面,而我們的定位塊體和壓緊塊體無論如何也不能做成很薄,要考慮強度和耐用度,這里又存在定位誤差。另外定位型面和壓緊型面還存在加工誤差,綜合各種因素產生可定位型面和壓緊型面在加工過程中不能很好地吻合。
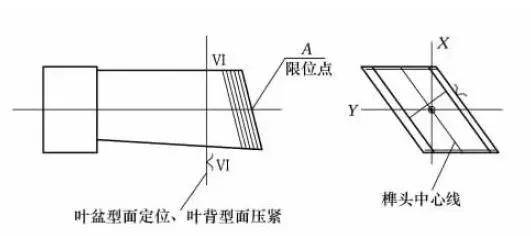 圖2 改進后工件工藝定位方案
圖2 改進后工件工藝定位方案
(3)原有壓緊采用杠桿式聯動機構,單獨壓緊由于制造、空間限制等原因帶來了很多不便,單獨壓緊還會產生工件翹起現象,進而造成定位不穩,影響加工。通過對問題存在的根源分析,決定改進原有工序的定位基準和壓緊面。改進后的工序圖如圖2所示。
在新的工藝基準的情況下對葉身葉片型面的加工精度加以控制、提高,以此為基礎改進了夾具的結構,進行了重新設計,夾具結構見圖3。
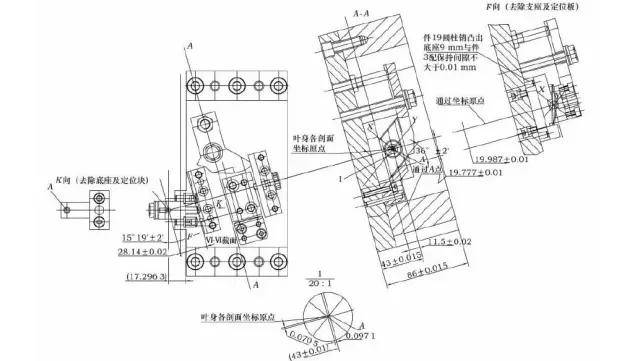 圖3 改進后夾具結構簡圖
圖3 改進后夾具結構簡圖
二、改進后的工裝夾具的特點
1.定位采用平面定位與葉身型面VI-VI 截面相結合作為主定位,葉片尾部工藝臺側面作角向定位,限制了各方向的扭轉,榫頭處用活動式定位銷限制軸向移動,定位銷加工成尖點小尺寸R形結構,力求與工藝要求的理論M點相一致,以保證與定位截面的尺寸。
2.葉身型面定位塊采用可以上下進行微量調整的結構,加工時如果定位型面偏離理論型面過多,可以通過調整底座上的螺釘使定位件上移,來保證定位的可靠性。定位塊采用機械綜合性能較好的軸承鋼GCr15,硬度53~ 58HRC,型面數據按葉片機加余量和產品工件圖的截面數據給定,型面偏差與葉片型面偏差一致。型面定位塊的結構如圖4所示。
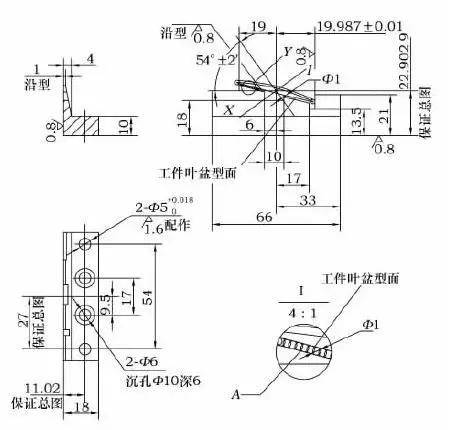 圖4 型面定位塊結構
圖4 型面定位塊結構
3.壓緊機構改變原來的兩截面分別壓緊的方式,采用一個普通壓板進行的螺紋式壓緊結構,在型面定位塊的相應葉背型面處壓緊,壓塊與壓板做成分體式結構,便于使用時按葉片實際進行修正型面; 壓塊采用H62材料防止工件壓傷,這樣可以一次性壓緊葉片,防止了壓緊過程中的松動,壓塊結構形式見圖5。
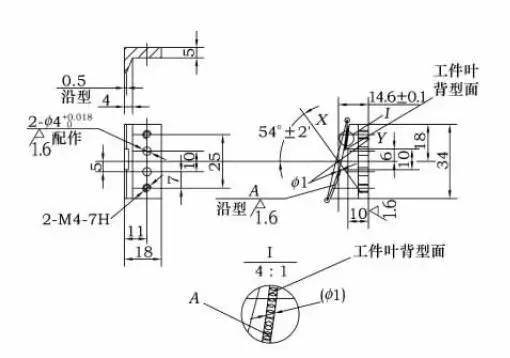 圖5 壓塊結構圖
圖5 壓塊結構圖
4.改變了原有的封閉式結構,做成兩個支承塊,保證兩面到工藝點的距離的精度和兩支承塊底面的高度一致性,從而保證夾具在加工中的翻面使用,不用過大地調整機床砂輪的行程,改善了原有的操作不便的現象。
三、葉片加工其他定位夾緊方式夾具應用
在葉片的加工中,加工方法和定位方式有多種,采用葉片本身的平面基準及葉身型面組合定位、利用方箱澆注低熔點合金進行葉片定位加工的方法最為常用(如圖6、圖7所示)。
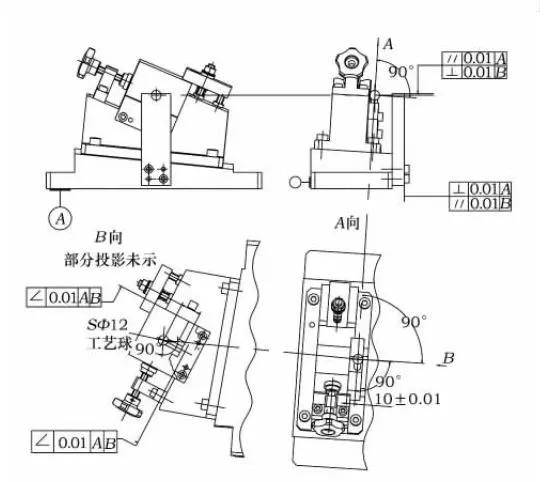 圖6 利用方箱定位加工
圖6 利用方箱定位加工
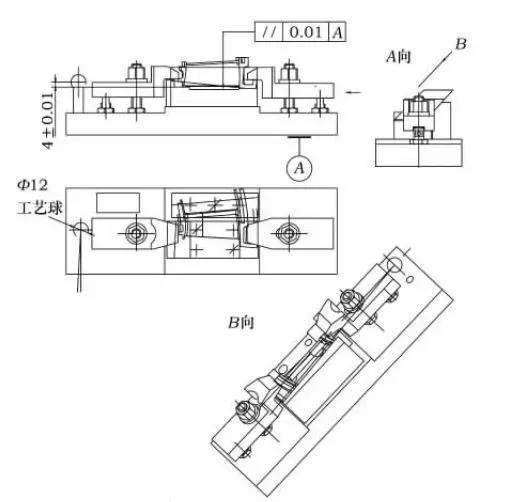 圖7 利用平面定位加工
圖7 利用平面定位加工
四、結語
通過以上分析可知,對葉片緩進磨削夾具的結構、葉片磨削加工中夾具定位及夾緊方式進行改進,可以改善工件定位、裝夾狀態,充分利用平面工藝基準進行定位,保證工件在加工過程中不產生位置變化,定位可靠,從而保證工件的加工精度。
